厨房装修的那些事-水槽选购篇
徐子陵
2022-07-17
创作立场声明:厨卫行业十多年,熟悉国际一线品牌产品、品质及价格,熟悉国内卫浴行业各顶级品牌代工大厂所长。然每个人立场不同,所站角度不同,内容会有所偏重,客观与否欢迎大家指正并交流。
不做饭的人不知道水槽没选好是多么糟心的事,不就是一个洗菜的槽子嘛,随便选就好了,哪那么多讲究!事实可不是这样的,不信问问你家的师长!
在洗碗的时候有没有动不动就被溅一身水?刷锅的时候有没有觉得水槽太小了?清洗台面的时候有没有生怕垃圾塞进缝隙?......
调查表明,人们做饭时所花费时间的65%是用于水槽及台面!可以说水槽是厨房中心!
选择一款好用的水槽不仅做饭会更加轻松,还能节省做饭的时间。你不会做饭至少可以让她做饭的时候更舒服一点。水槽不仅关系作餐效率,还影响着厨房的颜值!美观亮丽水槽,也许能让你在忙碌时候保持舒畅的心情!
一、水槽安装方式的选择:建议台中及台下盆安装方式
1、台上盆、台中盆(平嵌式)和台下盆三者的区分
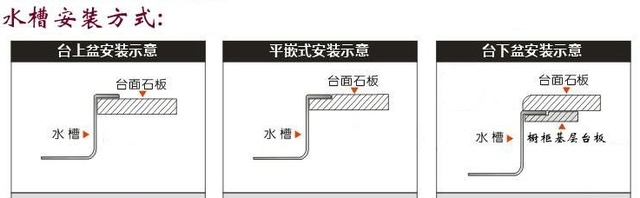
台上盆安装:这是最常见及简单的,台面的开孔尺寸一般比水槽尺寸略小,使水槽能搁置在台面上。然后四周打一圈玻璃胶即可。这种安装最简单,但是日后使用打扫起来不太方便,且如使用较劣质的玻璃胶,时间长了容易发霉、发黑。
![]()
台中盆(平嵌式)安装:其实就是在台上盆安装的这种开孔基础上,在开孔周边一圈打磨低下去一层,使得水槽放入台面之后水槽的边缘刚好嵌入台面并且和台面齐平。这样安装台面会比较方便打扫。不过台中盆的安装有一定难度,要求尺寸测量精准,而且打磨也比较耗时间。另外,最好在台面底下加固一下。
![]()
台下盆安装:一种是按水槽外沿略小一点开孔;还有一种是直接按水槽内沿开孔,然后龙头位置在台面开孔。水槽从台面下方粘上去,然后再用卡扣或者石材再粘合固定。台上盆安装起来就比较费时,且台面挖出来的水槽洞的边沿要做打磨处理,一般是需要在橱柜定制过程中把水槽送到橱柜工厂去粘合,需要额外付安装费。总的下来费用比较高,相比台中盆更为麻烦。
好处:台面上的脏物和水可以轻松扫入水槽,打扫起来比较方便,同时也会更简洁大气美观。
![]()
在选择水槽的过程中,也要注意水槽的边缘造型,台中盆、台下盆安装适合边缘平整较宽的水槽,而台上盆安装一般都可以。
二、单双槽的选择:条件允许,建议挑选大单槽和双槽
1、单槽和双槽及多槽
单槽,可分为大单槽和小单槽。
大单槽的开孔尺寸可以达到850MM左右的长度,这种尺寸水槽实用的地方,可以将锅直接进入水槽清洗。目前在韩日极为常见,尤其是日本,国内的单槽设计也吸收了日本水槽的优秀理念,但功能上更接近国人的使用习惯。
小单槽一般开孔尺寸在650MM左右的长度,非常适合厨房面积很小的家庭,这种尺寸的双槽太过于拥挤,单槽就刚好合适,目前小单槽使用不多,较为用在简单装修的出租公寓或这几年兴起的政府保障性住房项目。
单槽缺点是没有没有单独蔬果浸泡的功能,使用上会不方便,但建议可以购买一个泡蔬菜的盆来解决,目前不少水槽也会配置,具体可根据自己的实际使用来选定。
![]()
双槽,多为子母双盆,也就是一个主盆加一个辅盆,主盆洗涤,辅盆作净泡使用,这是国内以及欧美市场上最为常见的一种款式。
双槽设计可以一边槽洗油腻的,另一边槽洗干净的,或者一边蓄水一边沥水,互不干扰,这样的好处是可以做到脏的和干净的分开,清洗水槽时也会很容易。注意:建议不要选择两个主盆辅盆同样大小的款式,因在有限的空间里,应该尽量选常用的清洗水槽能至少容纳一个炒锅的大小,如果两个盆一样大,就很有可能无法放入太大的东西。所以在选购时要选择有大主盆的双槽设计。
多槽,这其实是在双槽的基础上做了一个小水槽,可以用来放垃圾也可以用来泡一些量少的豆类。这个设计也很实用。
总之:小尺寸的水槽空间建议还是选单槽好,如果是大尺寸的水槽空间那就单槽和双槽根据自己的习惯来选择。
三、水槽材料分类-不锈钢、花岗岩、人造石、铸铁搪瓷
1、不锈钢水槽-表面处理建议选拉丝/哑光,耐脏也耐磨,加工工艺选择一体拉伸或者更高端的手工槽
市面上最常见最受欢迎就是不锈钢水槽,水槽中王者。建议选拉丝哑光的,耐脏也耐磨,亮面的较易留下水渍、划痕。
不锈钢水槽特点是重量轻便、耐高温、不易腐蚀、而且容易安装,在造型上也是多种多样,适合各种装修风格,最重要的是不锈钢水槽非常耐用,质量好的水槽可以用个十几年是没有问题的。
![]()
上图为不锈钢手工槽(R角较拉伸槽小,有X形导流线)
材质方面:一般正规厂家制造的水槽多采用304不锈钢材料,300系列不锈钢的制造技术非常成熟,具有很好的耐腐蚀、耐热性,机械性能非常好,很适合进行冲压弯曲加工,是真正的医用食品级材料。而有的厂家采用200系列的不锈钢材料制作出来的低档水槽在质感上要差很多,因为材料加工性能比较差导致生产出来的水槽深度不够,水槽整体加工精度和强度不够,水槽台面的平整度不够,在存满水以后向下的压力导致槽提变形,耐腐性能上也要差很多,同时锰析出也是潜在的风险之一。
如何区分是否是真正的304不锈钢材料:
第一 看标识,根据国家标准台面上必须标明不锈钢材料标准号,除了SUS304以外的其它如304#、DVS304、S304,不用看都是假的,厂家怕承担责任其实不会乱标。值得注意的是如果标明304DDQ的水槽,是标明采用了更适合拉伸的专用不锈钢牌号,并不是假冒产品。
第二 购买专用试剂就能很容易的辨别出来。下图是试剂检测结果:
特别提示:建议使用一小滴,到被检测不锈钢物品上,因会留下痕迹,所以建议使用到被检测物不起眼的地方,以免造成不美观。
![]()
2、其他材质:花岗岩水槽、人造石水槽、铸铁搪瓷水槽
2.1 花岗岩水槽:
通常由80%花岗岩(石英)和20%丙烯酸树(PMMA)脂,由花岗岩(石英)中最坚硬的高纯度石英材料混合了食品级高性能树脂经高温压铸而成,使其成为一种非常耐用的材料。
优点:硬度高,很难被一般利器刮伤,可有效杜绝划痕与污垢,还可耐300摄氏度的高温不褪色,耐磨性好,耐酸碱性强。原材料环保,无毒、无辐射,可循环使用。这类水槽可有一系列的颜色(尽管只有哑光),其外形美观,有质感,能使厨房更加显温馨。
注意:因较轻的复合材料可以染色,故其相对较容易被水媒矿物污染(当然优质的花岗岩水槽在被渗透上可以做得很好,但相对成本就会更高);成本比不锈钢更昂贵些,近些年随着国内实力代工厂的崛起,很多国外知名品牌的石槽也都交由国内代工,在品质提升同时,成本也在下降,但毕竟属于国内比较新材料的水槽类别,知名品牌基于产品定位溢价会比较高,一些新的品牌价格倒还可以。
![]()
![]()
2.2 人造石水槽:
以天然矿物质(三水合氧化铝)为主要成份(55%),加上甲基丙烯酸甲酯(40%),再揉合颜料(5%)而制成。
优点:一体成型,无缝拼接,清理简便。相对而言,它的颜色款式多样,十分美观。最重要的是,人造石比较耐磨,即使在使用过程中不小心造成划痕,也不容易显现出来。具有一定的吸音功能,与器皿碰撞时产生的噪声很小。
注意:人造石水槽每次使用后都需要将存留在表面的水渍用布轻轻擦掉,若长时间不清理,较易被渗透染色造成顽固的污渍。
![]()
2.3铸铁搪瓷水槽:
现在铸铁水槽在市场上很少见到,曾经却最为普遍,外层以坚固的铸铁高温烧制,内壁涂有瓷釉,这种水槽坚固耐用,环保卫生,美观大方,缺点是重量过大,安装不方便,材质无弹性,餐具容易受损。
国内可以见到的铸铁水槽很少,见到只有科勒一家,价格在2千元以上,目前在官网也看不到此类产品了。不过铸铁水槽有一种不可错过的艺术感,可以直接将厨房的装修水平提升一个档次
水槽材质优缺点对比
![]()
四、普通龙头和抽拉龙头的选择
1、抽拉龙头的选择
大尺寸水槽建议选用抽拉式龙头,可以放到水槽的各个角落,还可以拉出来给台面上的容器放水,清理水槽和台面非常实用。
![]()
2、普通龙头的选择
选用普通水龙头使用时,就不能顾及到每个角落,需要多用手来清理边缘角落了。
![]()
五、在选购水槽产品时,特别要注意的因素
5.1不锈钢水槽有无消音垫及防冷凝涂层以及这两种材质的品质环保等级也要注意,现国标对这两块都有标准要求。很多水槽做得比较薄的,都通过劣质的加厚加重有异味的消音垫来提高整个水槽的重量。
5.2用料的不锈钢板(槽胆),厚度要适中,以0.8mm-1.2mm为宜,过薄影响水槽使用寿命和强度,过厚失去强性容易损害洗涤的餐具。拉伸槽市面常见厚度在0.6-1.0mm之间,0.8厚度比较适合,1.0mm多为压纹拉伸槽,手工槽厚度多为0.8-1.2mm,出口的标准槽多为1.2mm。但注意了,市面上卖得很便宜的手工水槽,厚度在0.4mm左右,但重量不轻,实际是通过加厚的消音垫来提高重量,需注意甄别。
5.3通常情况下,清洗容积较大的水槽实用性好,深度以20cm及以上较好,这样可以有效防止水花外溅,同时,深度也是反映水槽档次的重要指标,大于18cm深度的双槽水槽属于不错档次产品。
5.4水槽表面处理以哑光为美观实用,不仅无刺目的反光,而且能经受瓷器、餐具的反复磨损,清洗方便,常用如新。
5.5下水器根据中国家庭的洗涤特点,以选择大口径,且采用不锈钢制作,带集圾篮的为最佳。
5.6根据厨柜台面宽度决定水槽宽度,一般水槽的宽度应为厨柜台面减去10cm左右。同时根据国内厨柜台面尺寸在50cm-60cm这一特点,可以得出水槽的合理宽度在43cm-48cm,长度根据台面长度空间来选定,单槽尺寸多集中在600-800mm,双槽多集中在700-900mm。
六、不锈钢水槽选购方法
6.1比厚度:好的不锈钢水槽槽胆都是使用比较厚的板材,由于水槽进行过边缘处理,很难一下子看出厚度,且面板处一般都是加厚的,最简单的办法:稍微用力按水槽槽胆表面,如按得下去,就说明材料很薄。
6.2掂分量:不锈钢是一种铁合金,钢的比重是7.87,里面添加了镍、铬重金属,这些金属的比重比钢要大,所以分量比较重(当然也要参考板材厚度)。如果是假冒劣质不锈钢,分量就轻。
6.3看工艺:有焊接法和一体成型法。我们看到一些名牌水槽,同样外观尺寸,价格却差异很大。这里面有材料的因素,也有工艺的成本。可以肯定地说,一体成型法的不锈钢水槽用材肯定比焊接法的好,一流的水槽一般都用一次冲压法生产。
6.4看消音垫及防冷凝涂层
消音垫 是优质水槽必须要配备的东西,这是国家标准的要求之一。其实消音垫的原理很简单,就是依靠软性材料缓解水流对于不锈钢水槽底部的冲击,减少震动以达到消音的办法。如果你留意过学校食堂这类公共场所的大型不锈钢水槽你就会发现没有消音垫的水流声会非常大。目前消音垫的材料以改性沥青、橡胶、EVA材料最为常见,其中沥青是采用的最多的材料,虽然是沥青听起来很可怕,但是优质的沥青消音垫也能做到无毒无臭无腐蚀性无皮肤刺激性,完全可以符合欧盟ROHS的标准,同时因为不接触食物本身,因此在安全性上完全可以放心,只是要选择正规品牌就没问题。而好一些的是采用橡胶和EVA材料以及聚氨酯材料的方式,这些材料在环保标准、消音减震能力上要更加优秀,消费者对于这些东西的感官也会更好。
防冷凝涂层的设计能让橱柜安全的度过冬天。由于冬季水流的温度比较低,而室内温度比较高,在不锈钢表面容易形成冷凝水,这些冷凝水流到橱柜缝隙里面,即使铺有铝箔防水层,也很容易形成潮湿的环境,影响板材的强度,容易发生变形。目前这种涂层的配方各家都有所不同,原理都基本相同就是给槽体喷上一层保温材料,防止不锈钢的低温传导到涂层表面,较厚的涂层也具有一定的消音功能,配合消音垫可以做到更佳的静音效果。但是比较差的厂家直接就喷涂一层油漆,这种防凝露的效果不好。比较好的有采用特殊成分的砂浆,比如陶瓷泥砂浆。在喷涂方式上大多数是采用的机械自动喷涂,平整光滑度非常好,外观看起来整齐干净,但是也有少数厂家由于砂浆成分的原因不能采用机器喷涂,必须人工作业,表面会比较粗糙。总体来说喷涂效果平整光滑的厂家工艺会更好一些。
![]()
6.5看下水器
一种设计类似老式的堵水塞子,老式的塞子一般密封材料容易老化导致密封性能不好,而且渣滓存放量太少,很容易就满了。
一种是新式的提篮设计,多层提笼设计,相比老式的堵水塞子来说新式的提篮结构设计虽然复杂,但是在耐用性上却高了很多,清理过程更加方便。
下水器的尺寸,通常一般的水槽是采用110MM直径的下水器,而目前有些厂家的水槽采用140MM直径,在一些高端水槽上还会采用160MM甚至185MM直径的下水器,一般来说直径越大下水能力越强。
![]()
6.6 看下水管
优秀的下水管设计不仅仅是顺畅耐用,更是节省橱柜空间的好办法。目前下水管的主要材料是PP材质,各大厂家的区别主要在管件的光洁度、厚度以及功能设计会有所区别,在材料上的区别不大。在功能性上必须要有U型防臭设计;必须要有防溢出水管;软管与地板上的下水口必须要有密封圈或其他密封设计。比较好的设计会有排污口,甚专门为净水器设计的排放接口。
![]()
七、不锈钢水槽的加工及表面处理工艺(有兴趣可以了解)
7.1不锈钢水槽加工方式的分类:
第一类是一体式拉伸成型,这是目前各大品牌中端产品中最常见的制造方式。是指的将不锈钢板通过油压机冲压成型。这种加工方式对于板材的厚度、延展率的要求比较高,对于企业的技术要求也要求非常高,因为如果采用的板材厚度不够,在某些部位比如边角和底部的厚度就会变得很薄甚至加工的时候发生破裂,同时也无法做到足够的深度,所以你如果看到一个商家的槽体是一体拉伸成型而且深度超过200MM那一定是采用了比较厚延展率高的板材才能达到这个效果。另外如果板材无法达到奥氏体结构,那在融固工艺(退火)以后的强度将会降低,所以目前技术好的厂商采用冷拉伸工艺,是将板材直接冲压,不需要经过退火,这样就完整的保留了不锈钢本身的所有特性,厚度也非常合适,目前采用这种技术的厂商比较少。有一个需要说明的是不锈钢水槽的折边工艺。在一体式拉伸成型水槽中通常采用的一次折边,而有些厂家为了进一步提高台面的强度,会采用两次折边的方法,这种工艺对技术的要求更高.
第二类是滚焊,是指槽体和面板分开制造,再通过焊接连接到一起,对于厂家来说这样对模具的要求降低了很多,也能配合不同的面板设计。这种类型的缺点是焊迹比较明显,如果打磨的不好,就会影响美观,目前技术设备比较好的厂家采用了数控焊接设备,焊接的效果非常好,很牢固,因此大厂的这类型的产品其实不用担心。
第三类是对焊,就是将两个冲压好的水槽对接。这种工艺的缺点是平整度不好,焊迹也比较明显,通常品质一般的双盆水槽会采用这种方式制造。
第四类是手工水槽,这是目前国内外中高端产品的普遍形式。制作方式是将不锈钢钢板裁切冲孔以后使用数控折弯机进行折弯,再通过人工对接,技术设备好的厂家会采用数码焊接,焊接完毕后进行打磨过砂带。这种工艺的优点是不需要拉伸和退火,因此不锈钢的性能不会损失,而且可以采用超过1.2MM的钢板,成品的质感非常厚实,看起来非常美观。另外由于是焊接出来的,因此R角可以做到非常小,接近方形,这样盆内面积相比拉伸的要更大。如果你看到商家在这种水槽的介绍中标明厚度4MM,那是因为表示的是面板厚度,而不是槽体厚度。
7.2不锈钢的表面处理工艺。
不锈钢水槽在成型后为了达到美观无指纹的效果就要对槽体表面进行处理,通常的处理方式分为几种:
最普遍采用的是喷砂工艺,形成的是珍珠哑光面表层(俗称的珍珠砂)。在固溶处理和酸洗之后对表面进行喷砂,喷砂是通过压缩空气把石英砂喷向工件,以形成凹凸的沙孔表面,再通过酸洗钝化,形成哑银表面。这种工艺制作出来的水槽表面质感非常好,具有防油防指纹的效果。但是缺点是制造过程难免会有污染,最重要的是经过喷砂酸洗处理的水槽因为钢材的性质发生了改变所以在强度和耐磨性上会降低。
与喷砂工艺容易混淆的是晶体抛丸工艺,这是利用离心力或者压缩空气的作用将小颗粒的钢丸或专用的玻璃丸抛向工件,以到去除表面氧化层,形成粗糙的漫反射表面,对板材的要求非常高,这种工艺的优点是能显提高工件强度,抗疲劳性能、耐磨性能非常好,这种工艺也经常用在军工、汽车、航空制造等领域。
与前面两种不同的是不锈钢表面拉丝工艺,这是一种纯机械方式的表面加工工艺,是采用拉丝抛光设备对工件表面进行摩擦,形成拉丝表面,这种工艺对不锈钢板材的要求比较高,普通的200系列不锈钢无法加工。它的的优点是能提高表面强度和耐磨程度,美观度非常好,也不会产生生产污染,也有一些厂会采用手工拉丝,这种方式普遍一致性不高,特别考验拉丝操作的技能熟悉程度,好的拉丝师傅可以做出非常好的产品。目前还有一种柔丝(丝光)工艺,是拉丝工艺的升级版,原理类似,但是触感更好,多数中高端产品会采用这种办法,具体是方法是在数控抛光机上安装砂光尼龙轮通过不同的转速反复在工件表面进行摩擦,效果普通拉丝要均匀和细腻。最高端的是压纹工艺,这种水槽表面有均匀规则的压纹,非常漂亮,目前只有极少数高端产品会采用,比如瑞士弗兰卡。
![]()
![]()
总体来说,从成本和效果来看,最普遍的是采用喷砂珍珠面工艺,效果不错,性价比高。再高端一些的是拉丝工艺,柔丝工艺效果更好,成本比较高。与前面档次差不多的是晶体抛丸工艺,这种效果是非常好的,但是成本也比较高。最高端的是压纹工艺,成本最高效果最好。